PZD-8型自由坩埚膨胀序数测定仪

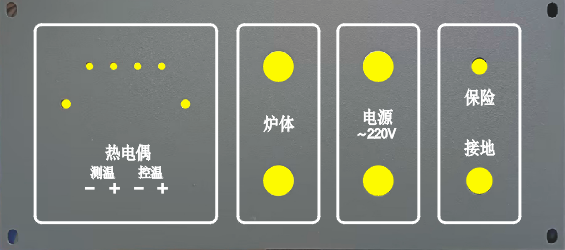
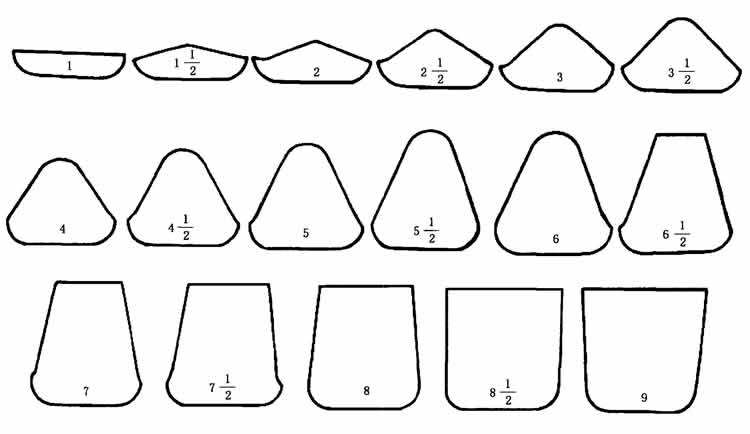
PZD-8型自由膨胀序数测定仪是由可编程微电脑控温仪与膨胀序数电炉配合, 按国标《GB/T5448-2014 烟煤坩埚膨胀序数的测定 电加热法》的要求,进行烟煤坩埚膨胀序数测定, 从而判断煤的粘结性。 将煤样置于自膨坩埚中,按规定的程序加热到(820±5)℃。所得焦块和一组带有序号的标准焦块侧形图相比较,以最接近的焦型序号作为坩埚膨胀序数,适用于煤炭,焦化部门及科研单位使用。 仪器采用电阻丝为发热元件用硅酸铝纤维棉为保温材料,升温速度快、能耗低。 配有测焦观察筒,可直接将所得焦块同一组带序号的标准焦块侧型相比较。 技术参数: 烟煤坩埚膨胀序数测定试验步骤及使用方法:试样制备 按GB/T 474规定制备粒度在0.2 mm以下的空气干燥煤样。制样中应防止煤样研磨过细。试样制备后应尽快试验。称取煤样之前应充分混合煤样至少1分钟。 仪器调试 将炉体加热到预升约930℃左右并恒温(国标规定温度850℃,由于石英皿底部温度与石英皿表面电炉膛内的温度大约相差100℃左右,因此预升温度出厂选定值约930℃)。打开炉盖,将一个冷的空坩埚放入炉膛内石英皿的中心部位,迅速盖上带孔坩埚盖,随即将热电偶通过带孔坩埚盖孔插人坩埚,并使其热接点压紧在坩埚底部的内表面上,按温控器“触发”键,在不盖电炉盖条件下观察升温情况。如坩埚内底部温度在冷坩埚放人后1.5分钟内达到(800±10)℃,2.5 分钟内达到(820±5)℃,则仪器调试完成,进行正式试验。如不能达到上述要求,则调整温控器设定预升温度值,直到达到上述要求为止。 仪器安装: 1、按照温控器后面板标识,分别接220V交流电源、 炉体、 接地端子、热电偶,其中热电偶端子有二组,有正负极,正(+)极接红线,负(—)极接黑线,控温组接炉体下面的粗热电偶(3.0mm控温用),测温组在仪器调试时接测坩埚底的上面的细热电偶(1.5mm测温用)。
正常接线后通以交流220V电源, 仪器约过30S的内部检查后进入正常显示和加热状态。 2.炉体安装:
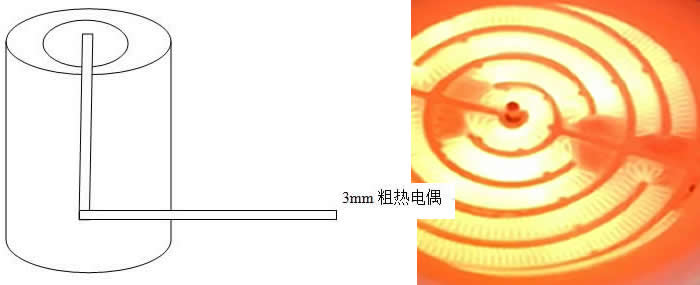
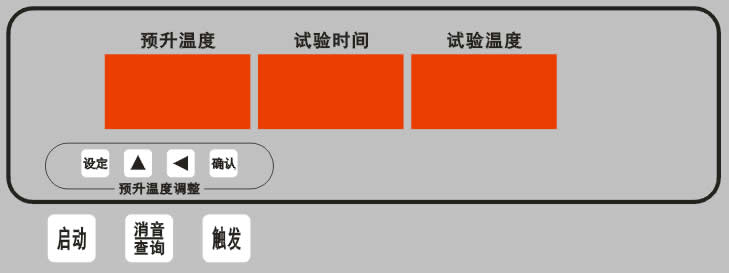
3mm粗控温热电偶从炉体下部孔穿进炉膛,插入炉盘中间孔(露出2mm),与石英皿的底部的内表面接触。 温控器前面板的使用方法:仪器显示分三段,每段三位数码管。左段显示予升温度(即炉温) ,中段显示时间,右段显示试验温度(即坩埚温度) 。
实验步骤: 1、称取(1.00±0.01)g空气干燥煤样,放入坩埚中并晃平,然后在厚度不小于5 mm的胶皮板上,用手的五指向下抓住装有煤样的坩埚,提起约15rrnn高度,松手使之自由落下。如是落下共12次(每落 下一次将坩埚旋转一个角度)。 2、仪器向所设定的预升温度值升温,到达预升温度值时将报警, 告示操作员,可按”消音”键消音, 也可等待10秒自动消音,恒温10分钟左右,打开炉盖, 将装有煤样的坩埚放人已加热至预定温度的炉内石英皿的中心部位,立即用不带孔的坩埚盖盖住, 按温控器” 触发” 键,至挥发物全部逸出,逸出时间不得少于2分钟30秒。试验至2分钟30秒将报警, 可人工消音也可等待10秒自动消音。时间到3分钟时将自动转入升温状态或恒温状态(如温度己达到预升温度要求值) 。请注意此时的时间显示的末位由秒又转为分。 然后将坩埚取出。此过程不盖电炉盖。 3.每个煤样相继试验3次。3次试验完毕后,小心地将坩埚中的焦渣倒出,待焦渣冷却至室温后测定焦型。如3次测定值的极差超过1/2。应增加两个单次试验。如5次测定值的极差超过1,应检查仪器设备,重新进行5次测定。 4.试验结束后,将坩埚和坩埚盖上的残留物灼烧去除,擦净。 煤样的坩埚膨胀序数 a) 膨胀序数0;焦渣不粘结或成粉状; 标准焦块侧型图及其相应的坩埚膨胀序数 实验结果 取同一煤样的3次极差不大于1/2的测定结果的算术平均值,修约到1/2个单位报出,小 数点后的数字2舍3入;若进行5次测定,则取5次测定结果的算术平均值,修约到1/2个单位报出。 测定的允许差(精密度) 烟煤坩埚膨胀序数的重复性限为:3次重复测定结果的极差不大于1/2。,5次重复测定结果的极差不 大于1。
自由坩埚膨胀序数测定仪段视频展示
设备配置 控制器1台、炉体1只、热电偶2支、坩埚5只、电炉丝2根、电炉盘1个、连接线1根、坩埚钳1个、石英恒温皿1个,测焦观察筒一只。 自由坩埚膨胀序数测定仪现场照片:
自由膨胀序数测定仪相关链接:自膨序数坩埚 |







 |
 |