您的位置: 网站首页 » 产品介绍 » 其他煤质设备 » 正文
HM-60型煤的哈氏可磨性指数测定仪,依照国标GB/T 2565《煤的可磨性指数测定方法》(哈德格罗夫法)的要求设计制造的,是测定烟煤和无烟煤可磨性的一种仪器。测定结果用哈氏可磨性指数表示,指数越大,表明越容易磨碎。哈氏可磨性指数测定仪的测定结果能够正确地反映煤磨碎的难易程度,为磨煤机的设计和运行提供依据。普遍用于煤炭、电力、冶金、化工等行业。
1、主轴转速:20±1转/分钟
2、工作转数:60±0.25转
3、研磨垂直压力:284±2N
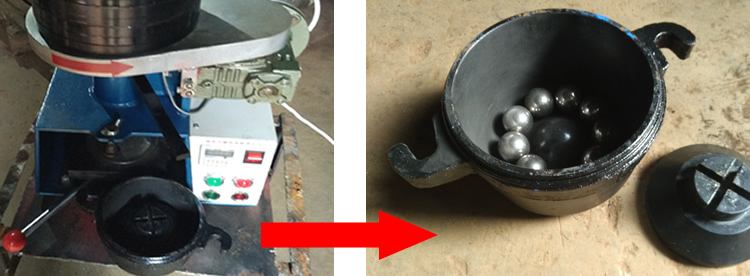
4、研磨碗容量:50g
5、研磨钢球直径:25.4mm
4、电动机功率:180W
5、转速:1400转/分钟
6、电源电压:220V
7、仪器重量:90kg
8、外型尺寸(长×宽×高):550×430×500mm
根据磨碎定律(即磨碎煤粉所消耗的能量与煤粉产生的新表面积成正比),把制好的一定粒度范围的煤样放在哈氏仪里磨碎,然后筛分、称重、对照、校准图表(或一元线性方程式),得出可磨性指数。磨粒磨损的基本理论:即煤对金属的磨损,属非金属对金属的磨损,这类磨损的主要特征为,物料中硬的磨粒或凸出物,对金属表面形成的显微切削,产生金属磨损,因此,煤越硬其对金属的磨损就越大,遵循上述原理,按照国标的要求,在规定条件下,将一定粒度和质量的煤样,放入已装好叶片的研磨碗料钵中,用主轴驱动带叶片的“十”字座,旋转12000±20r,然后根据4个叶片的质量损失,来计算煤样的磨损指数。
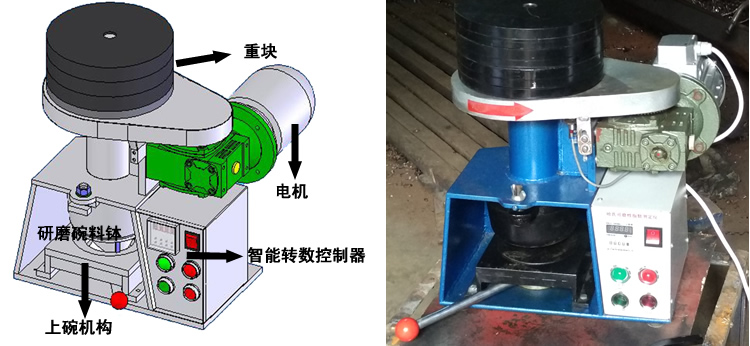
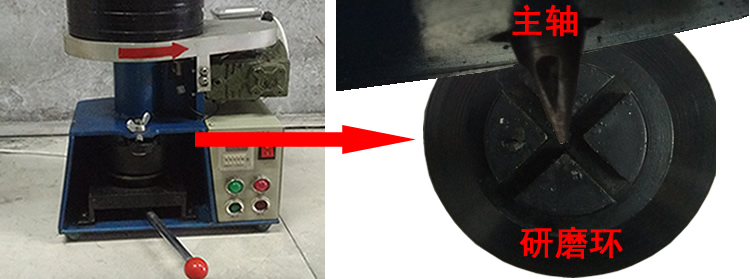
哈氏仪的结构主要由上碗机构、传动齿轮、重块和研磨碗料钵、电机以及智能转数控制器组成。 电机安装在电机座上,固定在机座的右侧,主轴装在机体的中央,其上部装有大齿轮,配重块和用于传感转数的磁钢,下部连接有研磨盘,其总负荷力284±2N,钢制的研磨料钵内有水平轨道(弧形槽)。在轨道内有八个直径为25.4毫米的钢球,电动机驱动齿轮的传动,以20转/分的转速带动主轴运转,并驱动研磨环和八个钢球进行工作。
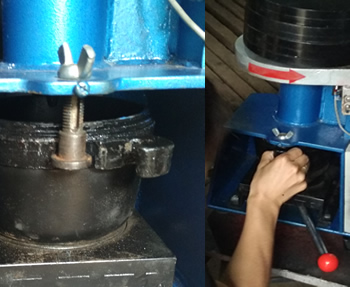
上碗机构置于机体和研磨料钵的底部,由桥形底座、螺旋凸盘、托碗芯轴、手柄等机件组成。当扳动手柄时,带动螺旋凸盘回转,从而形成芯轴的垂直升降运动,以完成上碗操作。 电气控制系统由智能转数控制器、磁性传感器组成。启动时按下启动按钮,仪器开始运转,记数装置开始记录转数,并可以在主轴旋转60转后自动停机,若主机发生故障时可以直接按下停止按钮,进行急停。
1,哈氏仪进行可磨性标准煤样的校准:
哈氏可磨性测定仪在用于测定煤的可磨性指数之前,先用煤的哈氏可磨性指数标准煤样进行校准。
将四个一组的标准可磨性煤样的,按国标 GB/T 2565 规定的操作步骤,用哈氏仪重复测定 4 次,计算出 0.071mm 筛下煤样的质量,取其算术平均值。 在坐标纸上,以标准煤样的筛下特质量的平均值为纵坐标,以其哈氏可磨性指数为横坐标,根据最小二乘法原则对四个煤样的试验数据作图,所得到直线就是所用哈氏仪的校准图。 或者用一元线性回归方程表示校准曲线(哈氏可磨性指数值为因变量,筛下物质量的平均值为自变量),得到一元线性回归方程公式。
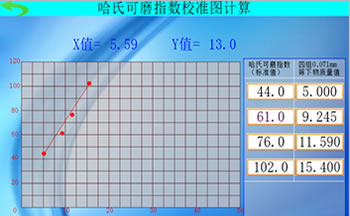
应用举例:某实验测得四个标准可磨性煤样的筛下物质量的平均值 分别是: 4.10 、 9.76 、 7.73 、 12.14 克,由此绘出的校准图:(参见下图)
该试验室测得某个煤样的筛下物质量为: 7.20 克。从已出的校准图上查得 7.20 克所对应的可磨性指数值为 62.8 ,修约到整数,则该煤样的可磨性指数值为:63 。
也可以用一元线性回归方程(哈磨指数实验计算器),得到可磨性指数。
2,煤样制备:
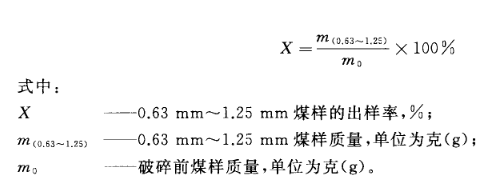
1.按照GB474规定将煤样破碎到6mm。 2.将小于6mm煤样用二分器缩分出约1kg,然后进行干燥,称量煤样质量m。(称准到1g)。 3.煤样用振筛机分批过由1.25mm和0.63mm组成的套筛,每批约200g。用对辊破碎机不断调节破碎机间隙,使其只能破碎较大的颗粒。经不断破碎、筛分直至上述煤样全部通过1.25mm筛子,留取0.63mm-1.25mm的煤样,弃去筛下物。 4 称量0.63mm-1.25mm的煤样质量m(0.63-1.25)(称准至1g),计算这个粒度范围的煤样质量占破碎前煤样的总质量的百分数(出样率),若出样率小于45%,则该煤样作废。再从6mm煤样中缩分出1kg,按3制样方法重新制样。按照下面的公式计算0.63mm-1.25mm煤样的出样率。
3,开始测试:
1,称50克粒度为0.63-1.25mm的煤样,均匀分布在磨碗内,并平整表面,将落在研磨碗凸起部分和球上面的煤样扫到钢球周围。
2,安装研磨碗料钵: 在研磨碗内,装好煤样和钢球、研磨环后,其放入底座上的预定位置处,扳动上碗机构的手柄,向右运转,使研磨碗顶升到位,再将其挂在机体两侧的异型螺栓上,拧紧螺母。此时,研磨碗通过钢球,研磨环将主轴顶起,使主轴的全部负荷为284±2N,均匀地施加在八只钢球上。研磨碗的工作位置是否正确,应检查研磨碗的两耳与机体止口平面的间隙是否一致,否则需调整两个异形螺栓的松紧度。
将转数控制器数字清除到零位,起动电动机,运转60转后自动停止。
3,取出研磨碗料钵:
卸研磨碗时,扳动上碗机构的手柄,向右运转,垫在研磨碗的下部,松开异形螺栓,向左扳回手柄,卸下研磨碗。 4,将保护筛、0.071mm筛子、筛底盘套叠好,卸下研磨碗,把粘在研磨环上的煤粉刷到保护筛上,然后将磨过的煤样连同钢球一起倒入保护筛,并仔细将粘在研磨碗和钢球上的煤粉刷到保护筛上,再把粘在保护上的煤粉刷到0.071mm筛子内。取下保护筛并把钢球放回研磨碗内。 5、将筛盖盖在0.071mm筛子上,连筛底盘一起放到振筛机上振10分钟,取下筛子,将粘在0.071mm筛面底下的煤粉刷到筛底盘内;重新放到振筛机上振筛5分钟,再刷筛面底一次,振筛5分钟,刷筛面底一次。也就是俗称“一磨三筛”。
6、称量0.071mm筛上的煤样,记作m1。 7、称量0.071mm筛下的煤样,记作m2。筛上m1和筛下m2煤样质量之和与研磨前煤样质量m相差不得大于0.5g,否则测定结果作废,应重做试验。 8、用煤样质量m(50g)减去筛上物m1得到筛下物m3,0.071mm筛下物是由计算公式算出。 9、通过筛下物m3值,查校准图表或用一元线性回归方程(哈磨指数实验计算器),得到可磨性指数。
4,计算结果:
按下列公式计算出0.071mm筛下煤样的质量m3(g) m3=m-m1 式中:m-煤样质量、m1-筛上物质量、m2-筛下物质量 再根据筛下煤样质量m3(g),查校准图,得出可磨性指数值(HGI)取两次重复测定的计算平均值,修约到整数报出。 测定的允许差(精密度)
在煤的可磨性指数测定中。操作人员一定要认真阅读国标《煤的可磨性指数测定方法》严格按照标准方法的规定操作,此处还要注意以下几点:
1、分样时一定用二分器操作,不得以其他方式分样。 2、在清扫筛底时,一定要清刷干净,同时也要防止筛上的煤样从筛盖缝中漏出。 3、要确保仪器运转60±0.25转。 4、在用标准可磨性煤样校准仪器以前,操作人员要对照国标检查平时测定的操作步骤,确保严格遵守国标的各项规定,在使用标样测定时尽量不带入人为的误差和系统的误差,以保证校准图的准确性。 5、根据国标GB/T 2565《煤的可磨性测定方法》的规定:每年至少用标准可磨性煤样的校准一次哈氏仪,当仪器、设备(包括试验筛)更新或修理,或怀疑哈氏仪有问题时应用标样进行校准。
实验另需:1、自动标准振筛机:进行试样自动筛分。 2、天平:最小分度值 0.01g,称重用。
煤样制备选配:1、双辊破碎机:进行0.63~1.25mm的煤样破碎制样。 2、二分器:格槽宽度5mm,适合缩分小于6mm和小于1.25mm煤样,符合GB474的规定。
哈磨仪短视频展示
现场照片:
和HM-60普通型相比,具有以下特点: 操作简便,只需要按一个按钮便可完成研磨过程,自动上下研磨碗。
控制模式:智能化触屏控制,工作状态和工作进程实时显示; 研磨装置:自动上升、自动下降,自动加载,自动计数; 校准曲线:内置线性回归校正曲线程序,校正结果自动计算保存; 计算结果:带微型打印机,能自动计算,保存并打印哈磨指数结果。 语音提示:实验操作和结束过程语音播报提示。
电动机功率:200W 电源电压:220V 工作噪音:≤65dB 外形尺寸(长宽高):500 × 350 × 720(mm) 重量:75kg
产品包装:2个木箱,主机大木箱尺寸:长600mm,宽440mm,高820mm,重60公斤; 配件小木箱尺寸:长300mm,宽270mm,高250mm,重26公斤;
自动哈磨仪短视频展示
哈氏指数测定仪装箱配置清单:
1.直径200mm:孔径:0.071mm、0.63mm和1.25mm标准筛;16mm(保护筛)、筛底盖各1个 2.哈磨主机:1台(包括:研磨碗料钵1个,钢球8个,重块5大1小)
XSB-88型自动标准振筛机 XPZ系列双辊破碎机 煤样缩分二分器 哈磨指数实验计算器 哈磨测定仪典型客户 煤样的制备方法